Silicone Cable The Flexible Artery of Modern Industry
From household appliances to aerospace equipment, from medical instruments to intelligent systems, flexible silicone wires function as invisible veins, supporting the operation of modern technological life. As one of the most representative applications of silicone materials, silicone wire has become an indispensable fundamental component across various industries due to its unique performance advantages.
Exceptional Performance: Comprehensive Advantages Beyond the Ordinary
The most notable feature of silicone wire is its outstanding performance in extreme temperature environments. It can operate stably within a broad temperature range of -60°C to 200°C, neither becoming brittle in severe cold nor melting and deforming under high heat. This characteristic makes it an ideal choice for applications such as high-temperature electrical appliances and industrial equipment.
Flame retardancy is another significant advantage of silicone wire. Unlike traditional wire materials that ignite upon contact with flame, silicone wire forms a silica insulating layer in fire, effectively preventing the spread of flames. This self-protection mechanism is particularly crucial in settings with extremely high safety requirements, such as aerospace and high-rise buildings.
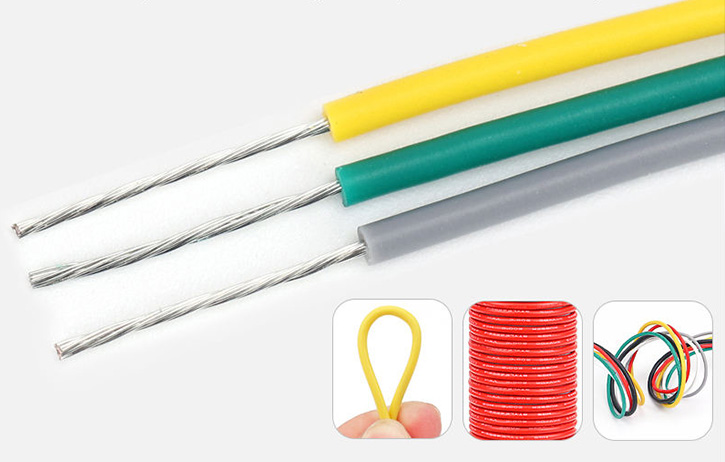
Furthermore, silicone wire demonstrates exceptional weatherability and environmental adaptability. It possesses natural resistance to ultraviolet light, ozone, and microorganisms, enabling long-term stable operation in various harsh conditions. Its remarkable flexibility is especially noteworthy—silicone wire with specially made conductors can be as supple as rope, allowing for free routing in confined spaces and providing great convenience for the design of precision equipment.
Wide-Ranging Applications: Permeating Every Corner of Technological Life
In the automotive industry, silicone ignition wire can withstand the high-temperature, high-vibration environment of engine compartments. In the medical field, silicone wire is the preferred choice for medical equipment due to its good biocompatibility and suitability for repeated sterilization. In smart homes, silicone wire provides safe and reliable internal connections for various intelligent devices.
With the advent of the Industry 4.0 era, the application areas of silicone wire are further expanding. In automated factories, it must endure the continuous flexing of robotic arms while resisting high-temperature spatter from welding robots. In rail transportation, it ensures the reliable operation of trains under extreme climatic conditions. In the new energy sector, specialized silicone cables address the challenge of high-current transmission in battery systems.
Innovation-Driven: Sustained Momentum for Industry Development
As a professional manufacturer of wires, connection harnesses, and a provider of connectivity solutions, Aichie Tech Electronics Co Ltd deeply understands the critical value of silicone wire for modern industry. Leveraging our modern factories located in Dongguan, Guangdong, and Binh Duong Province, Vietnam, along with our robust production and quality control systems, we not only offer a range of high-quality, highly reliable Extra-Flexible Silicone Wire available from stock and for deep customization, but we are also committed to product innovation and solution development for cutting-edge application scenarios.
In 5G base stations, specially made silicone RF cables ensure high-fidelity signal transmission. In deep-sea exploration equipment, pressure-resistant silicone wire overcomes insulation challenges in high-pressure, corrosive environments. In wearable devices and the smart home sector, the flexible and stretchable silicone wire we provide opens new possibilities for product design. Aichie's products are widely used in automotive electronics, energy storage systems, clean energy, and intelligent manufacturing, continuously propelling the evolution of silicone wire from a mere "current carrier" towards a "comprehensive solution."
Future: The Continuously Evolving Industrial Artery
With technological advancement, silicone wire is developing towards greater intelligence and functionality. Self-healing silicone materials can automatically repair the insulation layer after damage, while thermally conductive silicone wire can achieve both electrical conduction and heat dissipation. These innovations will continue to expand the boundaries of silicone wire applications.
From the laboratory to industrial production, from specialized fields to daily life, silicone wire—this flexible industrial artery—will continue to provide reliable support for technological innovation with its unique performance advantages. Aichie Tech Electronics Co Ltd, as your reliable wire and cable partner, will remain focused on the R&D and manufacturing of high-quality silicone wire and various other cable products. With our strength in stable supply and flexible customization, we aim to be the invisible bridge connecting the present and the future.
Welcome Inquiries
For more information, please feel free to contact Aichie Tech Electronics Co Ltd.
Email:sales03@aichie.com
Tel/Whatsapp: +86 18027502150